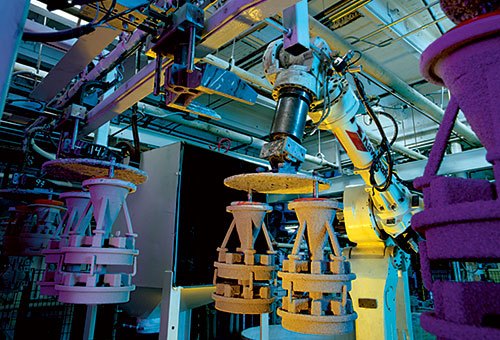
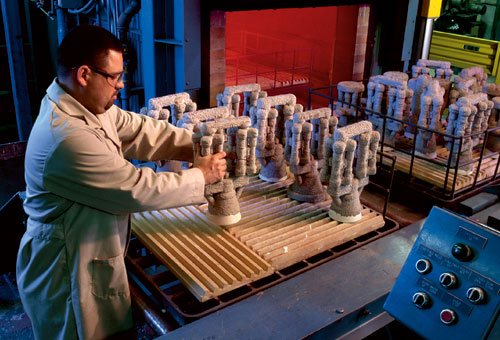
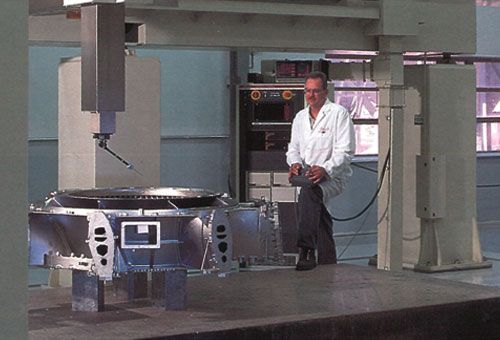
Why Investment Casting?
We leverage the diverse capabilities of our manufacturing facilities and that of our parent company, Precision Castparts Corp., to provide a total product solution.
- Near net shape – for parts which normally require a lot of welding or fabrication, this process saves a great deal of labor and material.
- Complex shapes – very little need for machining.
- Hollow passages and thin walls can be easily achieved.
- Flexible size range – up to 78 inches (200cm)
- Flexible alloy selection – Steel, Nickel-Based Superalloy, Titanium, and Aluminum